.png)

Design of components for casting
Why should we use casting?

Complex parts which are difficult to
machine, are made by the casting process.
Almost any metal can be melted and cast.
Most of the sand cast parts are made of cast iron, aluminum alloys and brass.
The size of the sand casting can be as small as 10g and as large as 200x103kg.
Sand castings have irregular and grainy
surfaces and machining is required if the part is moving with respect to some
other part or structure.
Cast components are stable, rigid and
strong compared with machined or forged parts.
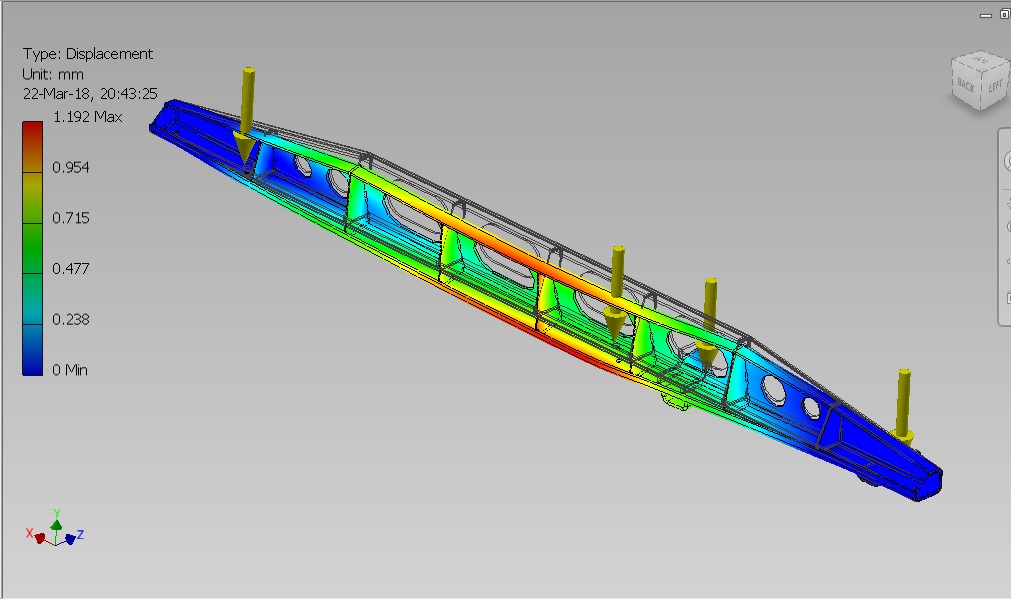
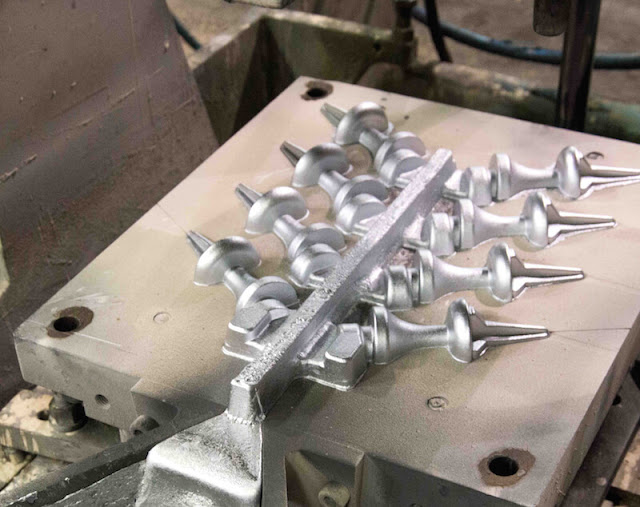
Typical examples of cast components are
machine tool beds and structures, cylinder blocks of internal combustion
engines, pumps and gear box housings.

Basic considerations of casting:
- Always keep the stressed areas of the parts in compression
- Round all externalcorners
- Wherever possible, the section thickness throughout should be held as uniform as compatible with overall design considerations
- Avoid concentration of metal at the junctions
- Avoid very thin sections
- The wall adjacent to the drilled hole should have a thickness equivalent to the thickness of the main body
- Oval-shaped holes are preferred with larger dimensions along the direction of forces
- To facilitate easy removal, the pattern must have some draft
- Outside bosses should be omitted to facilitate a straight pattern draft
Always keep the stressed areas of the
parts in compression
· Cast iron has
more compressive strength than its tensile strength.
· The castings should be placed in such a
way that they are subjected to
compressive rather than tensile stresses.
· When tensile
stresses are unavoidable, a clamping device such as a tie rod or a bearing cap
should be considered.
· The clamping
device relieves the cast iron components from tensile stresses.
Round all external corners
It increases the endurance limit of the component and reduces the formation of
brittle chilled edges.
· When the metal
in the corner cools faster than the metal adjacent to the corner,
brittle chilled edges are
formed.
· Appropriate
fillet radius reduces the stress concentration.
Wherever possible, the section
thickness throughout should be held as uniform as compatible with overall
design considerations
Abrupt changes
in the cross-section result in high stress concentration.
If the
thickness is to be varied at all, the change should be gradual
Avoid concentration of metal at the
junctions
At the junction, there is a concentration of metal.
Even after the
metal on the surface solidifies, the central portion still remains in the
molten stage, with the result that a shrinkage cavity or blowhole may appear at
the centre.
There are two ways to avoid the concentration
of metal.
One is to provide a cored opening in webs
and ribs. Alternatively, one can stagger the ribs and webs.
Avoid very thin sections
It depends upon the process of casting
such as sand casting , permanent mold
castingor die
casting
The wall adjacent to the drilled hole
should have a thickness equivalent to the thickness of the main body
The inserted stud will not restore the
strength of the original thickness.
Oval-shaped holes are preferred
with larger dimensions along the direction of forces
To facilitate easy removal, the
pattern must have some draft
· A minimum draft of 3° should be provided.
Outside bosses should be omitted to
facilitate a straight pattern draft